-
Nihon Plasmatreat Inc.
-
Nihon Plasmatreat Inc. Overview
- About Nihon Plasmatreat
- Our Mission
- Company Profile
- Research and Development
- Partners
- Recruitment
-
Plasmatreat HQ
-
Plasmatreat HQ Overview
- About Plasmatreat
- Plasmatreat Group Trade Shows and Events
-
Plasmatreat Academy
-
Plasmatreat Academy Overview
- Plasmatreat Academy
- Team
- Mission and Vision
- Facilities and Equipment
- Online PlasmaTalks
- Seminars, Training Courses and Events
-
-
News and Stories
-
News and Stories Overview
- News and Stories
- News and Press
- Our Success Stories
- Trade Shows and Events
-
- Our Worldmap
-
-
Worldwide Network
-
Worldwide Network Overview
- Our Worldmap
- Asia Pacific
- Austria
-
Benelux
-
Benelux Overview
- Benelux
- Plasmatreat BeNeLux
- Contact us
-
- China
- France
-
Germany
-
Germany Overview
- Germany
- About Plasmatreat
- Sales Team Germany
-
- Iberia
- Italy
- Japan
- Korea
-
México
-
México Overview
- Mexico
- Plasmatreat Mexico
- Contact us
-
- Nordic
- North America
- Switzerland
- Türkiye
- United Kingdom
-
-
-
What is Plasma
-
What is Plasma Overview
- What is Plasma
- Plasma Processes
- Plasma Surface Treatment
- Capability of Openair-Plasma®
- Surface Determination
- FAQ
-
-
Technology
-
Technology Overview
- Technology
- Surface Activation
- Plasma Cleaning
- Plasma Reduction
-
Plasma Coating
-
Plasma Coating Overview
- Plasma Coating
- AntiCorr®
- PT-Print
- PT-Bond
- Functional Coating
- Plasma-SealTight®
- InMould-Plasma®
-
-
-
Industry Solutions
-
Industry Solutions Overview
- Industry Solutions
-
Processes
-
Processes Overview
- Processes
- Bonding
- Printing
- Painting
- 2-Component Injection Molding
-
- Automotive
- Electronics
-
Life Sciences
-
Life Sciences Overview
- Life Sciences
-
Medical Technology
-
Medical Technology Overview
- Medical Technology
- Syringe Manufacturing
-
- Chemistry and Biochemistry
- Plasma Medicine
- Medical Disinfection
-
-
New Energies
-
New Energies Overview
- New Energies
- Solar Technology
- Wind Power
- Energy Efficiency
-
-
Consumer Goods
-
Consumer Goods Overview
- Consumer Goods
- Furniture
- Appliances
- Toys for Children
- Sporting goods
- Eyewear
-
-
Packaging
-
Packaging Overview
- Packaging
- Plastic Packaging
- Board and Paper
- Glass and Metal Packages
-
- Textiles
-
Transportation
-
Transportation Overview
- Transportation
- Aerospace
- Shipbuilding
- Trucks and Trailers and Mobile Homes
- Two Wheelers and Motorcycles
-
-
-
Products and Services
-
Products and Services Overview
- Products and Services
-
Products
-
Products Overview
- Products
- Openair-Plasma® Process Monitoring
-
Openair-Plasma® Systems
-
Openair-Plasma® Systems Overview
- Openair-Plasma® Systems
- Inline Oxide Reduction
- Film and Foil Manufacturing
- Coil Coating
- Panel Treatment
- Profile Extrusion
- Robot Systems
-
- Openair-Plasma® Generators
-
Openair-Plasma® Jets
-
Openair-Plasma® Jets Overview
- Openair-Plasma® Jets
- Static Jets PFW10 and PFW20
- Static Jet PFW70 and PFW100
- Rotary Jet RD1004
- Rotary Jet RD2004
- Rotary Jet RD2005
- Rotary Jet RD1010
-
-
Low Pressure Plasma Systems
-
Low Pressure Plasma Systems Overview
- Low Pressure Plasma Systems
- Aurora Standard
- Aurora Plus
- Aurora LC
-
-
Products for Surface Determination
-
Products for Surface Determination Overview
- Products for Surface Determination
- Test Ink Method
- Test Ink online order
- AntiCorr® Test Fluids online order
- Contact Angle Measurement - MSA
-
-
-
Service & Support
-
Service & Support Overview
- Service & Support
- Worldwide after-Sales Service
-
Support
-
Support Overview
- Rent a system
- Book a Demo
-
-
-
-
Sustainability and Innovation
-
Sustainability and Innovation Overview
- Sustainability and Innovation
- Innovations and Awards
- Research and Development
- Partners
-
-
Plasmatreat News
-
Plasmatreat News Overview
- NPT News & Articles
-
News and Stories
-
News and Stories Overview
- News and Stories
- News and Press
- Our Success Stories
- Trade Shows and Events
-
-
- Plasmatreat Academy
- Events & Expos
- Contact us

プラズマトリートの大気圧プラズマ処理装置で比較しませんか?
トライアルデモ・装置レンタルもご利用いただけます。
会社紹介|プラズマトリートについて

1995年、ドイツのビーレフェルト近郊に位置するシュタインハーゲンにてプラズマトリート社は設立され、Openair-Plasma®技術の開発に成功しました。2007年にはフラウンホーファーと共同開発されたプラズマコーティング技術PlasmaPlus®を市場導入、プラズマ表面処理技術のパイオニアとして、あらゆる業界へソリューションを提供してきました。
日本プラズマトリートは2001年に設立、東京と大阪の2拠点にテストラボを構え、お客様のご要望に応じてサンプル処理やレンタルサービスを提供、グローバルネットワークの連携で、海外拠点で活躍される日系企業様もしっかりとサポートします。
当社の主要ターゲットとなる分野には、マイクロファインレベルでの表面洗浄や表面活性化に加え、プラスチック、金属、ガラス、ボール紙、布地、複合材などのさまざまな材料表面のプラズマ機能性コーティングが挙げられます。
自動車、輸送、電子機器、パッケージング技術、電化製品、ライフサイエンス、繊維、新エネルギーなど、ほぼ全ての製造業界のお客様へ表面処理のソリューションやプラズマ処理に関するサポートを提供しています。
プラズマ処理とは? 皆様の疑問にお答えします。
Q1 : コロナ処理とプラズマ処理の違いは何ですか?

どちらも官能基を形成するという工程、放電にてプラズマを発生するという考えは一緒です。
ただし、コロナの場合には、陰極陽極での放電ゾーンの間に直接基材を入れる処理方法のため、処理ムラの問題、基材の厚みの制限、 トップコートへのダメージなど、3D形状には不向きといった点が あります。合わせて、放電を阻害する基材や、放電により損傷を受ける電子部品には対応できません。一方で、フィルム上で広い処理を必要とする場合に向いています。
当社、大気圧プラズマOpenair-Plasma®はガスを放電ゾーンに流し、ガスをプラズマ化して噴射ガス内にプラズマを乗せて、基材に吹付して表面改質をします。このため、均一で基材形状・基材性質をあまり選ばすに処理できる特長があります。コロナに比べて改質効果も高く、幅広処理であっても高速処理において、高改質がもとめられるような場合ではマルチノズルのシステムで実績があります。
Q2 : 従来の (化学薬品を利用する) 工法をOpenair-Plasma®技術で置き換えることはできますか?
大気圧プラズマ処理に置き換えられる可能性はございます。Openair-Plasma®を利用した表面改質や表面洗浄などの表面の前処理に関して非常に高い効果が得られるだけでなく、揮発性有機化合物 (VOC) フリーの処理になるため、環境にもやさしいプロセスです。また、機械操作によるドライプロセスのため、自動化や効率化、表面処理の均一化などを目的とした導入実績も多くございます。当社のプラズマ装置は業界問わず、さまざまな分野で数多く採用されており、今までの実績から培ったノウハウでお客様に最適なソリューションを提供します。
Q3:プラズマ処理中にオゾンは発生しますか?
大気圧プラズマ装置Openair-Plasma®の場合、圧縮空気を使用した 処理が可能で、オゾンの発生を限りなく抑えることが可能です。実績として第三者認証機関による測定では0.01ppmというデータが確認できています。初期設備やランニングコストで優位な点、そしてオゾン発生がないということから、弊社のお客様の9割以上が圧縮空気を選ばれています。
一方、窒素を用いた大気圧プラズマの場合 (弊社のOpenair-Plasma®の原理の装置でも)、オゾンは発生します。この場合には、周囲をボックスで覆い、吸排気の設備を準備いただく必要があります。

Q4:プラズマ処理はガスの種類によって効果が異なりますか? または特定のガスしか使用しないのですか?
プラズマの基本用途は表面の洗浄と活性化による前処理ですが、弊社の9割以上のお客様が空気を使用しています。空気をキャリーガスとして使用するとオゾンを発生さず、工場のエアーを利用出来るため、ランニングコストの面でも有利です。
しかし材料との相性によっては、ガス種を変えた方がより顕著な効果を得られることがあり、また工程によってその追加の最適化が求められる場合があります。具体的な課題があればまずはご相談ください。また窒素と水素の混合気体を活用することにより、金属表面を酸化還元させる事も可能です。
Q5 : どの程度の生産速度で表面処理できますか?
処理スピードは、材料に求める接着強度に対して、ノズルの移動速度やノズル先端から対象までの距離などのバランスで決まります。例えば、PFW10の最高処理速度は 900m/分ですが、EPDM / TPE などのプロファイル素材が処理対象の場合、移動速度は 20-30m/分程度が最適とされています。
PP (ポリプロピレン) やPC (ポリカーボネート) は 5-15m/分、アルミニウムは5m/分での処理スピードが適性範囲とされています。しかし、形状や配合成分の比率によっても反応が変わってしまうため、まずは弊社ラボでのデモにてお客様のご希望にあわせた最適なパラメーターを提案いたします。

Q6:大気圧プラズマは照射熱温度が高くなるイメージですが、基材にダメージをあたえないのですか?
照射ガスそのものは、ノズル内では数百度になりますが、ノズルヘッドを出た照射孔では外気にさらされると冷却され百度程度になります。基材は固体であるので (熱伝導率の違いから)、基材の種類や照射条件にも依存しますが、数〜数十度程度に温度変化します。
Openair-Plasma®は、独自の機構を採用することで業界最高密度のプラズマガスを射出することが可能な技術ですので、素材までの距離が離れていても、または処理速度を速くしてもプラズマ効果が得られます。熱の影響を与える前に処理が完了するので、熱に敏感な樹脂素材や半導体部品などでもすでに導入され活用されています。
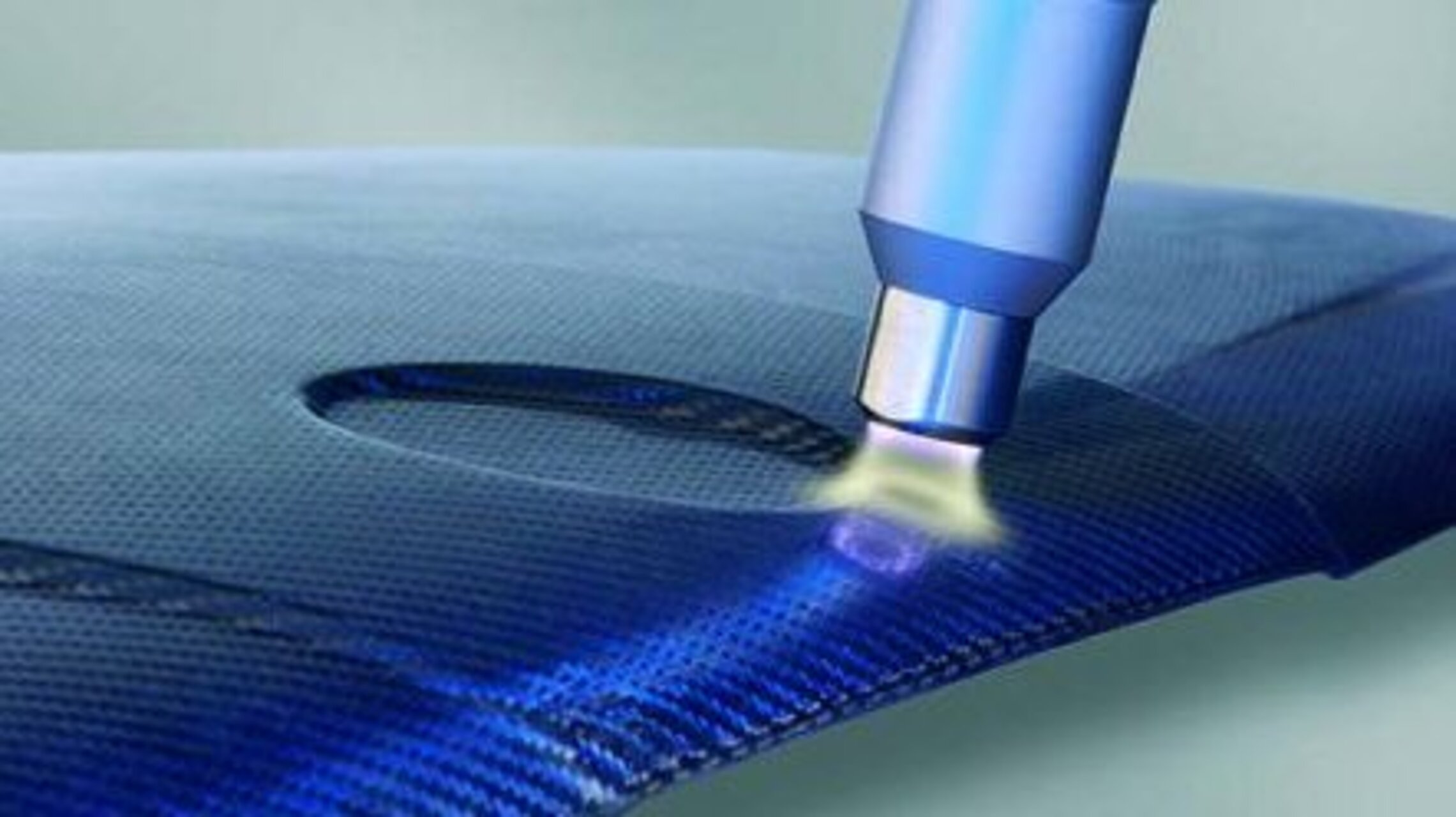
Q7:なぜ大気圧プラズマ装置、Openair-Plasma®では複合素材の接着・接合にも効果的なのですか?
通常のFRPのような複合材料の前処理は、電気伝導率と熱伝導率が異なるため非常に困難とされています。大気圧プラズマ Openair-Plasma®プロセスは低温プラズマ手法でありながら、業界最高のプラズマ密度を生成することが可能です。それにより素早く処理ができ、処理対象となる基材へダメージを与えることなく高改質の表面活性化が可能です。

Q8:プラズマ処理のランニングコストはどれぐらいでしょうか?
弊社の大気圧プラズマ装置、Openair-Plasma®のメリットとして、インフラ関係としては圧縮エアーと電気代のみになります。その他、設備としてノズルヘ先端やノズル内部にある電極が消耗品ですが、交換頻度としては3000時間が目安となります。
