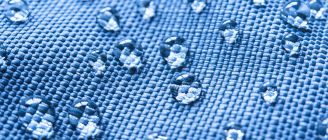
接着接合とシーリングプロセスの成否は、基材の表面特性に大きく左右されます。一般的に接着性・気密性の高い接合には適切な表面処理が欠かせません。プラズマトリートの大気圧プラズマ技術は、化学薬品を必要とせず、工数・サイクルタイム・コストを削減し、さらに接着力を長持ちさせます。
「固体は神がつくりたもうたが、表面は悪魔がつくった」ノーベル賞を受賞したオーストリアの物理学者ヴォルフガング・パウリはこんな言葉を残しています。とはいえ、表面特性に精通するために悪魔と契約することはありません。空を見上げれば、そこに答えがあります。オーロラ、雷、星、銀河のかたちで存在するプラズマこそが、最も有効な解決策の一つであるからです。プラスチックや金属、ガラス、ステンレス、セラミックまで、さまざまな表面改質にプラズマ処理が最適と言えるのは、その高励起状態に理由があります。大気圧プラズマを用いれば、熱に敏感な表面にも有効な洗浄・活性化・コーティングを行うことが可能になります。
表面張力の課題
産業アプリケーションでは、異なる材料・部品を恒久的に接合させ、それを環境の影響から保護しなければならないことがよくあります。これを可能にするのが表面の機能化です。機能化とは物理的・化学的に表面を改質し、所望の特性を得ることをいいます。材料と構成部品に加え、ここで重要になるのが基材・接着剤・シールリング剤を構成する成分です。多くの場合、所望の接着力を得られるか否かは表面張力により決まります。基本的に濡れが必要な材料の表面自由エネルギー[J/m2]や表面張力[mN/m]は、湿潤媒体のそれよりも高い値が必要です。さらに正確に言えば、表面自由エネルギーは分散成分と極性成分から成り、2つの材料の界面で分散成分と極性成分の比が等しいことが理想です。この状態が表面に最適な濡れ性をもたらします。

将来、プライマーは選択肢に残るか?
金属・ガラスなどの素材がもともと高い表面自由エネルギーを持つ一方、それが低い非極性のプラスチックは濡れにくいことが特徴です。リサイクルの工程も化学的な劣化や不純物混入の恐れがあり、プラスチックの濡れ性に影響を与えます。結果として、リサイクルのプラスチックは未加工プラスチックとは異なる材料特性を示すことになります。
濡れが必要な材料の表面自由エネルギーが不十分な場合、接合を助ける薬液を使うのが一般的ですが、この方法には大きなデメリットがあります。プライマーを使用すると、洗浄や接着剤・シーリング材の塗布に加えて作業工程が一つ増えてしまいます。また、溶剤ベースのプライマーは作業場の安全性や保管面でも問題を生みます。さらに、原材料が再分類されれば(REACH規則など)、表示規制が厳格化され、プライマーの取り扱いがコスト増加につながることも大いに考えられます。
薬液を有機溶剤から水に置き換えるのも得策ではありません。水性プライマーをプロセスに用いれば、乾燥に時間が掛かかるほか、濡れ性が低いことが大きなデメリットになります。
大気圧プラズマOpenair-Plasma®:効率的かつ環境に優しい選択肢
難接着材料を組み合わる際、長期安定した接着力を付与する手段として、プライマーは今なお選択肢の1つですが、生産性・コスト・環境の観点から従来型の薬剤を避ける企業が増えています。効率的で信頼性が高く、費用対効果も高い代替手段、それが大気圧プラズマを活用した処理です。大気圧プラズマによる前処理は表面の接着性・濡れ性を向上させるため、最終製品の品質を維持しながら、よりコスト効率の良い替材料や新型の複合材の使用が可能となり、これが決定的な競争優位性につながります。
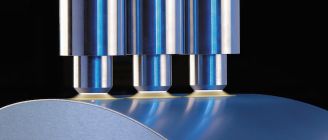
このプラズマプロセスは乾式であり、非接触に、選択的は高速処理が可能です。1つの作業工程において、表面をミクロレベルで洗浄すると同時に分子レベルで活性化します。本技術はロボットとの互換性があり、インライン化が可能です。必要な人員とエラー率を減らせるうえ、大半のケースでは製造速度が何倍にも向上するため、コスト面でも高い効果が得られます。自動車の構造接着、電子機器の封止、あるいは初期強度が高く気泡のない高速ウェットラベリングなど、Openair-Plasma®と最新の無溶剤接着剤により、今日では化学廃棄物ゼロの製造プロセスが実現しています。これは印刷、塗装の分野においても同様です。Openair-Plasma®で改質された高い表面張力が、均一的な塗料の広がりと最適な接着を確実なものとします。
目的に応じた材料特性への改質:大気圧プラズマCVD ― PlasmaPlus®
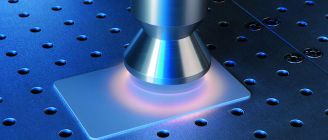
より高度で特殊な要求には、材料表面にPlasmaPlus®ナノコーティングを行います。なかでも、このナノコーティングに含まれる腐食バリアは、有害な6価クロム[Cr(VI)]プライマー・接着剤・シール層に代わり、プライマーや接着剤なしで異種材料の直接接合を促進します。このプロセスではコート剤(プリカーサー)をプラズマノズルに直接導入します。PlasmaPlus®プロセスは従来のプロセスでは不可能だった高速インライン処理を実現し、化学物質の使用も最小限に抑えます。本プロセスには主な利点が2つあります。プラズマノズル1本あたりの標準的な消費量が1時間に数グラムに抑えられている点と、プラズマ処理の直後に塗装・接着・射出成形などの次工程に移れる点です。結合剤のフラッシュオフや乾燥の時間が不要となるのです。
あらゆる表面がプラズマ表面に
大気圧プラズマで接着剤・シーリング材との接合を行うと、基材の材質に関わらず界面のみが改質されます 。プライマーとは異なり、プラズマ処理はピンポイントの精度・強度で制御可能です。つまり、高強度・高エネルギーを要する金属からエネルギーが少なくて済む感熱性プラスチックまで、パラメーターを選ぶだけで幅広い素材の前処理がワンシステムで可能になるということです。加えて、PlasmaPlus®プロセスでは各基材に適した化学結合剤 を選択できます。このような汎用性はOpenair-Plasma®処理全般に当てはまり、プラスチック・金属・ガラスなどの機能化で得た知見は、幅広い用途に活用できます。また既存のアプリケーションにおける、疎水性・親水性・接着性などといった既知の機能性付与についても、新たな素材に応用することが可能となります。このことが大気圧プラズマを特に有能なものにしています。以下の事例はプラズマの幅広いアプリケーションとプロセスを示すものです。

E-モビリティの拡大とそれに伴うタッチディスプレイ、安全・センサーシステム、カメラの搭載により、エレクトロニクス業界では接着剤やシーリングの用途が大幅に増加しています。繊細な精密電子機器の機能を保証するには、湿気や砂塵などの環境因子が及ぼす悪影響からを守る必要があります。その手段となるのが環境シールドとEMCシールドです。 Openair-Plasma®で処理することで、金属やプラスチックの筐体とシーリング材の間に安定した接着が形成されます。
オプティカルボンディングを用いた、ディスプレイやHMI(ヒューマン・マシン・インターフェース)などの透明度が求められる接合においても、プラズマ技術のメリットは絶大です。Openair-Plasma®での表面洗浄により、残留不純物や製造過程で生じる不純物は完全に除去されます。また、同時に活性化が起こり、遊離基が素材表面に化学結合します。表面張力の増加により透明な液体接着剤がガラス表面にまんべんなく分散することで、いわゆるバブリング現象を防ぎ、気泡のない接着が実現します。自動車、鉄道業界から医療技術、機械工学、航空宇宙に至るまで、タッチモニターの導入増加を見れば、オプティカルボンディングにおける大気圧プラズマの利用は今後さらに拡大することでしょう。
電子機器製造におけるOpenair-Plasma®テクノロジーのもう1つ重要なアプリケーション分野が、個々の部品や時にアッセンブリーの全面保護を行うコンフォーマルコーティングです。しかし、このプロセスはコーティングの最終品質に悪影響を与える恐れのある不確定要素が多く、盤石ではありません。具体的には、気泡やゆず肌の発生、塗りむら、剥離(デラミ)などが見られます。プラズマ前処理では極めて微細な表面洗浄を行い、高活性化させるため、表面とコーティング剤の間に安定した密着性を得ることができます。

2色成形における硬軟複合材のソリューション:InMould-Plasma®
産業界で高まる機能性への要求を満たすため、テクニカルプラスチック部品の多くが複数の材料から作られています。中でも工具のハンドルや自動車の内装カバーに使われる硬軟複合材に需要の高まりが見られます。従来の2色成形(ダブルモールド)でプラスチック複合材を製造する場合、密着力を得るには加工済み材料が熱的に適合していることが必須条件です。そのために材料の選択肢が限られ、軟質部品のプロファイル特性について妥協せざるを得ないことがあります。
プラスチック加工で長い実績を持つ大気圧プラズマの表面活性化は、材料の選択肢を広げ、従来では組み合わせが困難だった材料も長期に安定して接着させることが可能です。さらに、新たな InMould-Plasma®プロセスは一歩進んで、プラズマ処理を射出成形に直接組み込めるようになりました。複雑でミスが起こりがちな組立・物流の工程を省くことができます。このプロセスが実際にどう機能するかを、3ステーションのターンテーブル金型を使ったシール機能 (TPU) 付きプラスチック部品(PP)のダブルモールドを例に説明していきます。
ステーション1で熱可塑性樹脂PP (ポリプロピレン)の蓋が射出成形されます。金型が開くと、蓋はターンテーブルに載ったままステーション2に旋回して入ります。そこにはプラズマノズルが取り付けられており、金型が閉まるとノズル側のキャビティ―が蓋の表面に押し当てられ、次工程で軟質材料が追加される部分をなぞった経路を密閉します。ノズルからプラズマが放射されると、経路を流れ、必要となる部分だけを活性化していきます。ここではプロセスガスとして窒素を使うため、プラスチック表面が極めて効率的に活性化されます。このプロセスは数秒で完了し、またサイクルタイムに通常影響しません。最後にステーション3でTPU (熱可塑性ポリウレタン)のエラストマー成分の注入を行います。金型が開くたびに、完成した2色成形品が型から外れます。
従来では難接着であったPP+TPUの複合材成形でも、大気圧プラズマによる前処理を施せば、業界標準の経年劣化に耐える密着力を達成することが出来ます。TPE-S・TPE-Vを含む他の熱可塑性エラストマーと、PC・PBT・PBT/ASAなどの熱可塑性であるエンジニアリングプラスチックとの接着に成功しています。InMould-Plasma®テクノロジーは、新たな材料の組み合わせが可能になるほか、製造時間の短縮・製造コスト削減・フルプロセス制御など、産業界に多くのメリットをもたらしています。

密着性・気密性に優れたプラスチックと金属の異種剤接合 : Plasma-SealTight®
電気コネクタの故障は重大な結果を招く恐れがあり、その動作には絶対的な信頼性が求められます。ある自動車メーカーでは、ワイヤーハーネスのコネクタ不良により、過剰な電気抵抗が原因で8,000台を超えるSUVのリコールを余儀なくされました。他にも、コネクタの不良が大規模な停電や飛行機の墜落事故につながったケースも過去には発生しています。最後のモジュール式宇宙ステーション「ミール」も、コネクタの不具合により失敗寸前の状況を経験しました。このような技術的な不具合を起こす一番の原因は、機械的な故障と金属接点の腐食です。金属接続ピンと射出成形された筐体間の金属・プラスチック界面はとりわけ湿気の侵入に脆弱です。
Plasma-SealTight®コーティングを活かして開発されたプラズマシーリングプロセスは、射出成形プロセスで密着性・気密性の高いプラスチックと金属の異種剤接合を実現し、電気コネクタの故障防止に役立っています。このPlasmaPlus®テクノロジーは、金属接点の洗浄・活性化の後、結合層としてナノコーティングを塗布します。この層が成形されるポリマーの密着を確実にし、湿気の侵入による接点の腐食を防ぎます。
別のプロジェクトでは、他社と共同でマルチピンコネクタの試作品を開発しています。その結果において証明されたのが、電気コネクタの品質と信頼性の向上に対するプラズマの有効性です。この工法で表面処理を行うことで、湿気の浸入に対して高い保全性と信頼性を備えた組立品の製造が可能となります。耐水圧は最大5barあり、金属とプラスチックの機械的接合でも抜群の強度が得られます。従来のプロセスでは最大引張せん断強度が20MPaであったのに対し、Plasma-SealTight®では50MPaを超える値を記録しています。
長期に安定した接着部の接合:PT-Bond
PT-Bondは接着と封止技術に特化したもうひとつのPlasmaPlus®アプリケーションです。材料や用途によって化学組成は異なりますが、プリカーサーとして有機ケイ素化合物がプラズマに追加されます。熱膨張率の異なるハイブリッド材料の場合も、PT-Bondコーティングが接着力を高め、シーリング特性を大幅に改善します。
衣類(タンブル)乾燥機のとある有名メーカーでは、ドア部分にガラスとPPを組み合わせることが課題でした。ここで使われたのが1液型PUフォームシール材です。PT-Bondコーティングのメリットは、機能化された表面を長期に安定させることに加え、共有結合の機能を付与できる点にあります。共有接合しない接着剤では湿気や熱にさらされた際に、基材の水素分子と接着剤のウレタン=ウレアセグメント間の脆弱な双極子相互作用が突然断ち切られることになります。そうなれば、特に部品が長年高温・多湿にさらされる乾燥機にとっては致命的です。プラズマ処理を行えば、共有結合により経年劣化に強い接着が実現し、従来の溶剤系プライマーも不要になります。
プラズマが工業生産で使われるほぼ全てのプライマーの代替に
表面前処理を要するほとんどの製造プロセスでは、プラズマ表面処理への移行が、低コストで安全なより好ましいソリューションとなります。そのメリットは以下の通りです。
プラスチックでは溶剤に反応して応力亀裂(ケミカルクラック)がよく起こります。その一方で、プラスチックを溶かすことなく経年変化に強い接着を形成することはできません。このプライマーのジレンマを解消してくれるのが、溶剤を必要としないプラズマです。とりわけPP・EPDMのような非極性プラスチックや、難溶解性プラスチックにはプラズマ処理が有効です。これは特にラジカルを用いたグラフト重合で表面改質できるプラスチックに当てはまります。プラズマトリートの精緻なプロセスとISO 9001:2015認証が、高品質で確かな再現性を約束します。
プラズマトリートアカデミー:プラズマプロセスに関する知識の宝庫
プラズマトリートはさらなる教育の提供と知識移転を目指し、プラズマトリートアカデミーを設立しました。アカデミーでは、プラズマに焦点を当てた研究および科学、さまざまな産業分野のプラズマ装置ユーザーと表面課題の解決において豊富な経験を持つプラズマズマトリートスタッフとの交流に力を注いでいます。表面処理のため、たえずプラズマプロセスの応用範囲の拡大に努め、産業界に相応しい経済的なプロセスを提供することが、プラズマトリートアカデミーの目標です。

当社Openair-Plasma® のレンタル装置をご用意しております。ぜひお試しください。
Openair-Plasma®/PlasmaPlus®技術の評価作業をリモートでお手伝い致します。